受付けミスの改善、どうすればいい?
前述のようにして納期の改善をはじめ、いろいろの改善が進みましたが、支援最終年の3年目の下期の活動を行うことになり、目標がそれぞれ次のように設定されました。
受付けミスの削減 50%以上
改善は“源流に手を打て”半年で目標突破
作業ミス削減の原則の1つは“源流に手を打つ”ことです。受付けのミスは、その影響が後工程の全てに及び大きな混乱の原因になります。ミスに気がついたら前工程にさかのぼってやり直す、つまり“仕事の逆流”のムダが発生します。受付けは仕事の最初の工程だけにミスの影響が大きいのです(図1)。
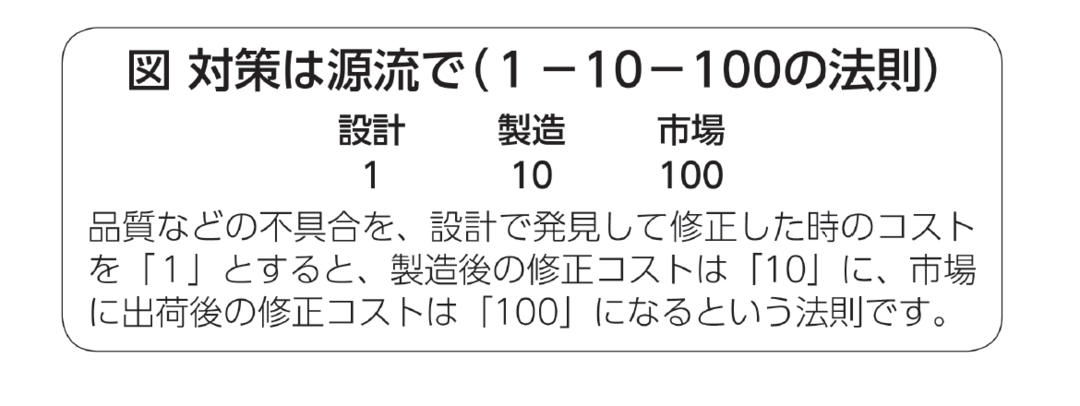
[図1] 対策は源流で(1-10-100の法則)
グループでは、いろいろある加工の中から代表的なものを一つ取り上げ、目標を「受付けに於ける指示ミスを50%以上削減」と設定しました。指示ミスは「数量ミス」「外観品質ミス」「荷姿ミス」に分類され、それぞれ現状を把握し活動を開始しました。経過はグラフに示すとおりです。
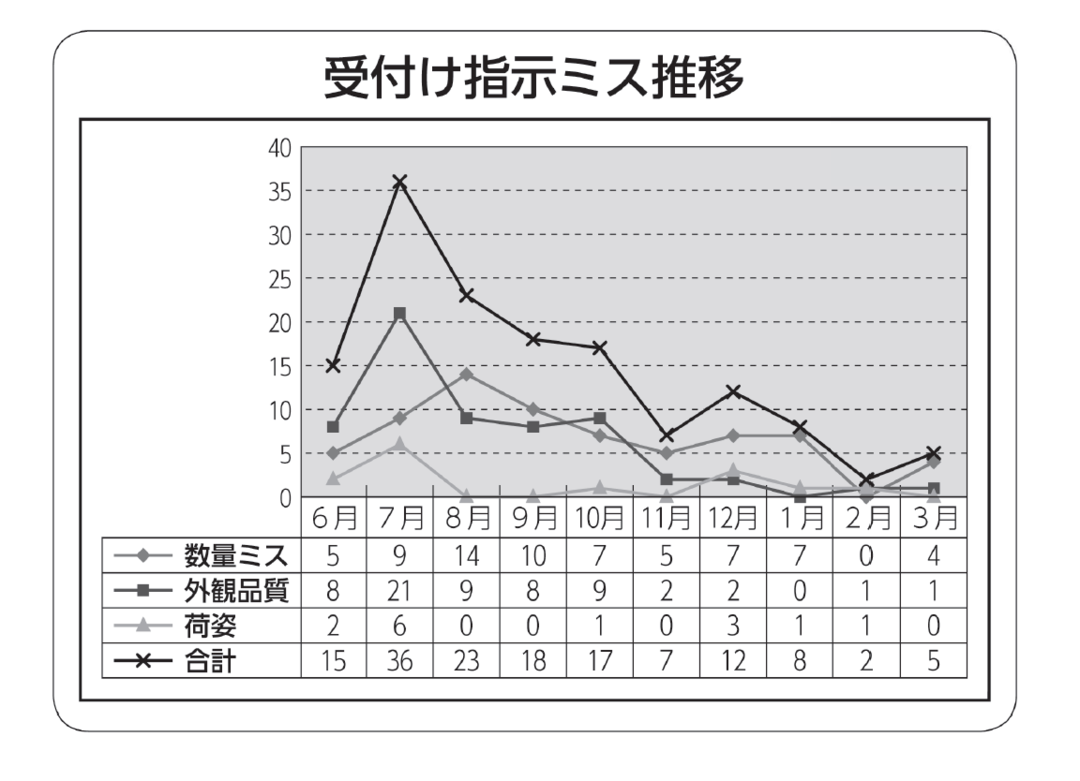
[図2] 受付け指示ミス推移
「数量ミス」が9月から、「外観品質」が1月から改善されているのは、それぞれ
・数量確認の対象を拡大したこと(部品によって計量の仕方が異なる)
・外観品質の指示基準を明確化し冶具の改善を行ったこと
が効果的でした。
10~2月には、7~9月に比較して、合計件数で26件/月から12件/月に、処理数に対する比率で2.4%/月から1.1%/月へと、早くも50%以上削減の目標を達成しました。